












































Diamond Core
Drills
Diamond Drills, Core Drills, & Form Tools from .001″ to 48″ Diameter, & Drilling Accessories for drilling just about any...

Diamond Dicing
Blades
Diamond Dicing Blades from 0.5″ (12.7mm) to 6″ (154mm) in Diameter, starting from .001″ (25 microns) thick...

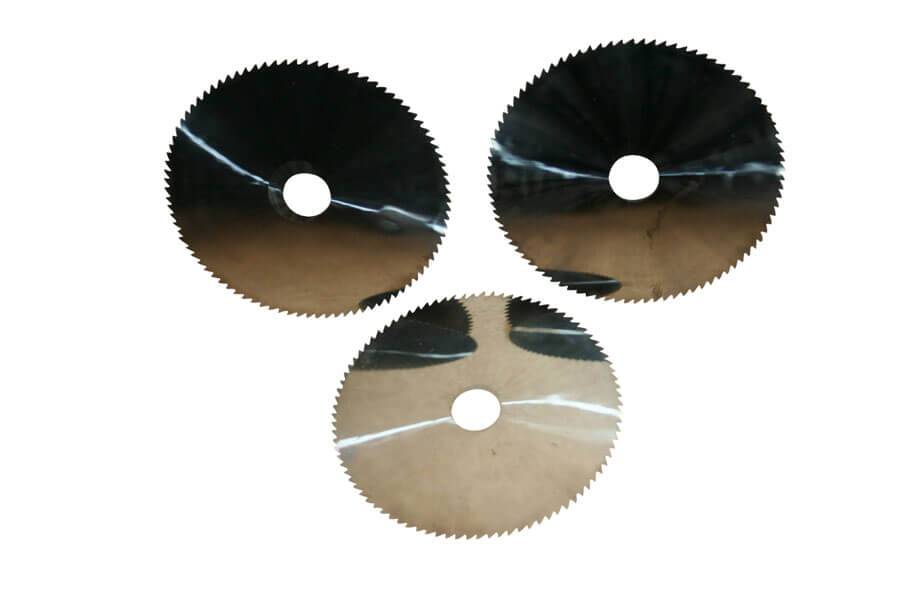
Ultra Thin & High Precision Diamond CBN & Blades
Ultra Thin & High Precision Diamond & CBN Blades from 0.5″ (12.7mm) to 48″ (1,219mm) diameter, starting...

Diamond Routers, Diamond Points, Profile Tools & Milling Tools
Large variety of diamond & cbn tools from stock and made to your specification using all bond types. Tools include...

Diamond Micro DrillS & Micro Tools
Micro Diamond Drills are available from .001″ to .035″ in diameter (25 microns and up)...

Diamond & CBN
Wheels
Diamond Wheels and Discs for virtually any application. Whether you are looking for ultra fine finish grinding of exotic material...

Custom Diamond & CBN
Tools
Thousands of diamond tools are available from stock for immediate delivery. Just about any diamond tool can be designed and...

Diamond Discs &
Laps
Diamond & abrasive grinding, polishing and lapping solutions for many industries and applications for clients in Industry, R&D, and hobby/craft...

Diamond Wire
Blades
Diamond wire blades made to order from 0.12mm TO 0.42mm diameteravailable for any spool for juat about any wire saw...

Diamond Band Saw
Blades
Diamond Band Saw Blades made to order to your specifications, available in any length width...

Diamond
Consumables
Large Variety of Diamond & CBN Suspension, Paste, Slurry, and Powders are available in Monocrystalline, Polyscrstalline, & Natural Diamond. Used...

Consumables For Sample Preparation Metallography & Materials Research
Consumables for materials preparation, metallography, quality control, materials research. For sectioning, rough grinding, fine grinding, polishing...

Diamond Tool
Accessories
Accessories include: coolants, dressing sticks, flanges, wheel stiffeners, water swivel and shank adapters.

Precision
Abrasives
Larger variety of precision abrasives for sample & surface preparation. Abrasive Cut Off Blades, Discs, Rolls, Belts, Wheels, Film, Powders,

Diamond Tools For
Concrete & Construction
High quality standard and custom tools for contractors. Our tools provide higher level of performance compared to what is typically

Diamond Dressers
Dressing Tools for For truing and dressing of conventional abrasive grinding wheels. Single point, multi point, chisel shape, straight, angle
Ultra Thin, High Precision & Micro Carbide Tools
Tungsten carbide micro drills, micro tools and ultra thin & high precision cutting blades from stock and custom manufactured to

Diamond Rotary
Dressers
Diamond rollers are used to form grinding wheels for many different kinds of mass production. Shorter dressing time and long

Precision Machining
Services
We offer large variety of of services including: Dicing, Slicing, Sectioning, Drilling, Coring, Micro Drilling, Grinding, Polishing, & Machining

Process
Development
Experienced Engineers and Application Laboratory, Equipped with some of the latest Slicing, Dicing, Wafering, Drilling, & Micro Drilling Equipment is

Precision Cutting
Saws
Precision Cutting Machines for Laboratory & Industry. Used in Research and Development, Quality Control, Failure Analysis, Materials Research, & Industrial

Grinding & Polishing
Equipment
Grinding & Polishing Equipment for Laboratory & Industry. Used in Research and Development, Quality Control, Failure Analysis, Materials Research, &...




SMART CUT®
Technology
Advanced technology that redefines the standard. Every diamond or cbn crystal evenly positioned oriented in open bond matrix. Each crystal...

Sintered (Metal Bond)
Diamond
Many types and forms of sintered (meta bond) diamond cbn tools are available from stock custom manufacturing. Diameters from small...

Electroplated Diamond &
CBN Tools
we manufacture multi layered electroplated tools. They have 3 layers of diamonds, not just 1 layer of diamonds like conventional...

Resin Bond Diamond &
CBN Tools
we manufactured resin bond tools with advanced molding process. Available in a large variety of diamond, thicknesses, arbor/mandrel sizes, geometries...

Hybrid Bond Diamond &
CBN Tools
HYBRID BOND Tools exhibit provide long life, maintaining superior form, shape, while consistently delivering excellent surface finish. These tools are...

Braised Bond Diamond &
CBN Tools
Braised Bond Diamond Tools are perfect for machining tough- to-cut materials where fast stock removal and deep cuts are required...
Vitrified Bond Diamond &
CBN Tools
Fired Ceramic Bond matrix, which is very brittle and porous. Also known as ceramic bond. Based on fusible glasses combined...

PCD & PCBN (Polycrystalline Diamond Tools)
PCD PCBN Tools for wide variety of industries applications. Available from stock custom manufacturing to fit your requirements. PCD Micro...

CVD (Chemical Vapor Deposition) Diamond Tools
Standard & Custom (CVD) Chemical Vapor Deposition Diamond Tools. Used for graphite, carbon, green ceramic, carbon fiber, reinforced polymers, fiberglass...
How to Selecting Right Diamond Tools for your application

How to properly use Diamond Tools

Why use diamond

What is Diamond Mesh Size and how to select best one for your application
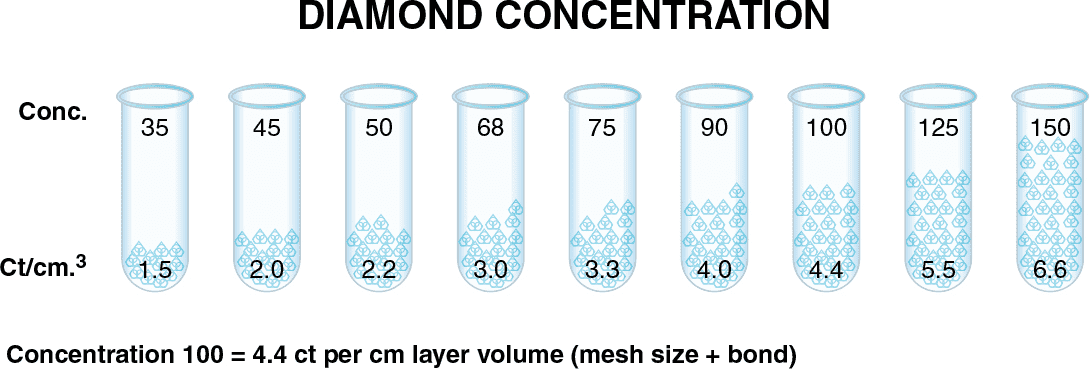
What is Diamond Concentration and which to use for your application

Diamond Tool Coolants Why, How, When & Where to Use

Diamond vs CBN (cubic boron nitride) Tools














