



































Select right Diamond Blade for your application












-
 Adequate power
Adequate power
-
Proper RPM
-
A rigid, true running spindle with good bearings
-
Proper alignment after blade is mounted between its flanges
-
Flanges that are flat and parallel equal to at least 1/3 of the blade diameter in size
-
Work table that feeds smoothly and without side play










-
Alloy steels (45-68 RC)
-
Carbon tool steels (45-68 RC)
-
Die steel (45-68 RC)
-
High speed steel (45-68 RC)
-
Chilled cast iron
-
Ni Hard
-
Forged steel
-
Meehanite iron
-
Moly chrome steel rolls
-
Inconel 600
-
Rene
-
Monel
-
Stellite
-
Colmonoy
-
Waspoloy






-
Material Being Cut.
-
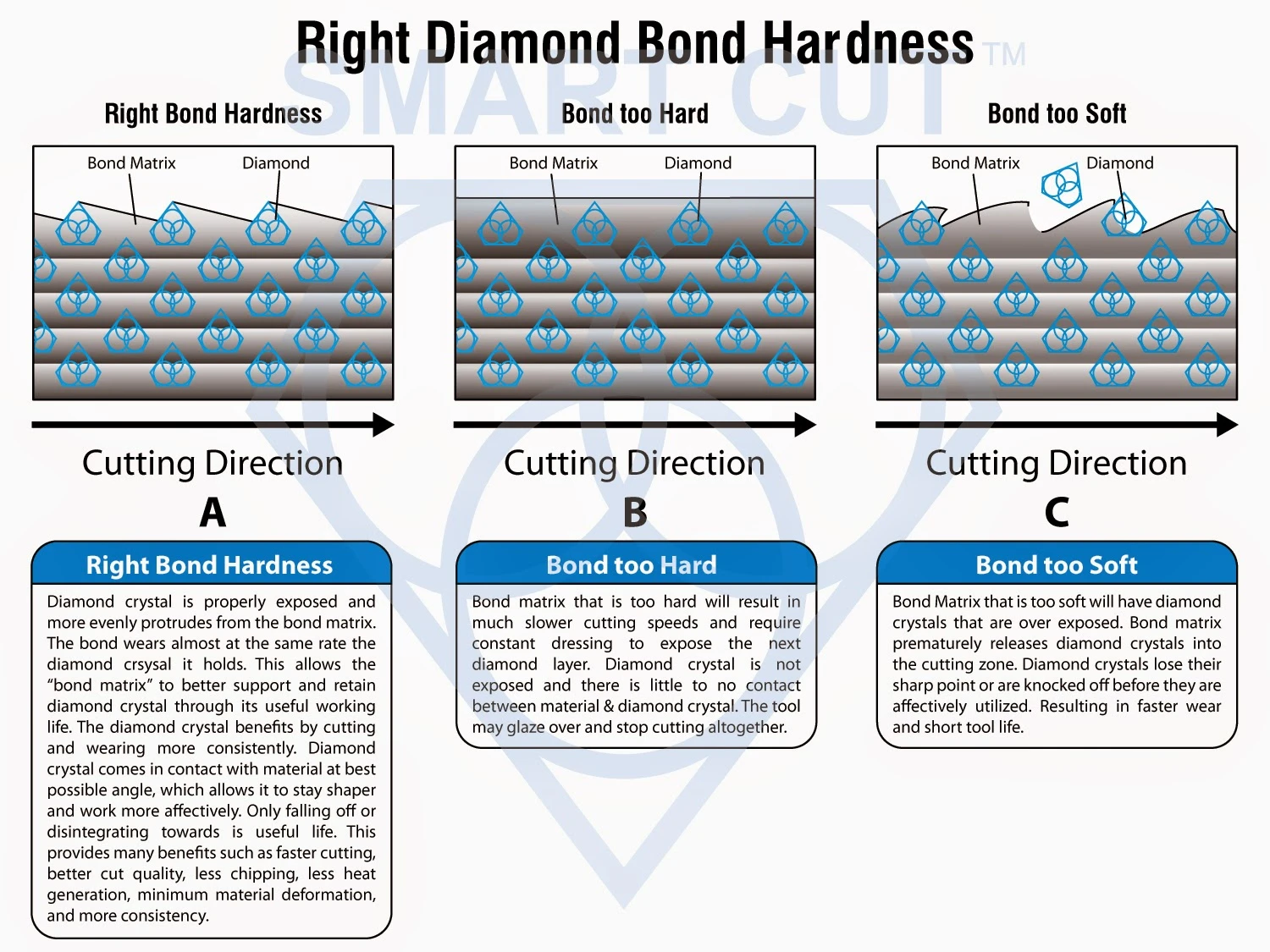
Bond Type and Hardness
-
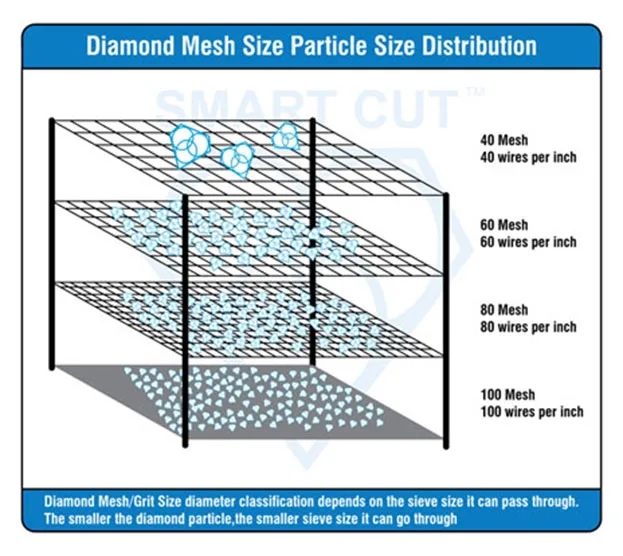
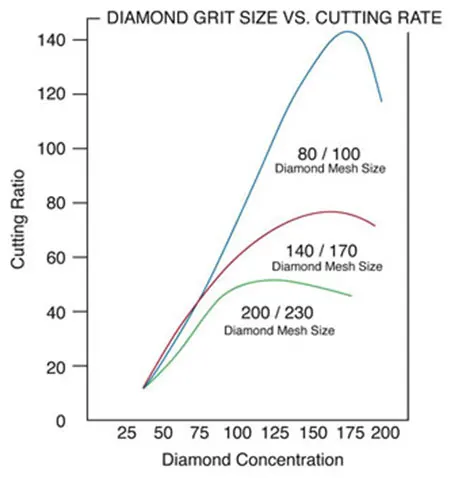
Diamond Mesh Size
-
Cutting Speeds
-
Coolants being used




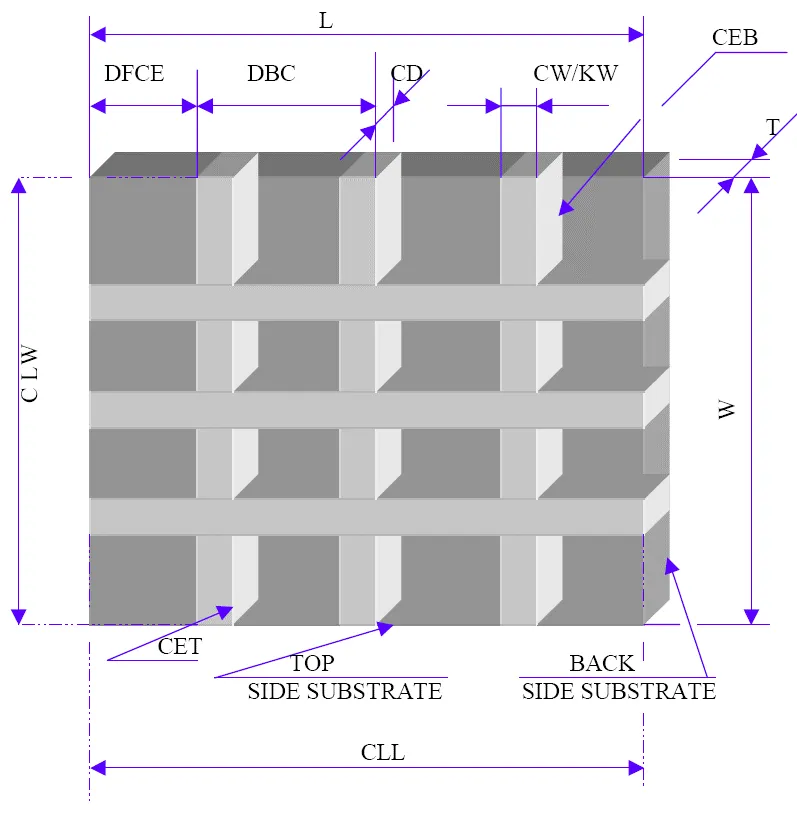
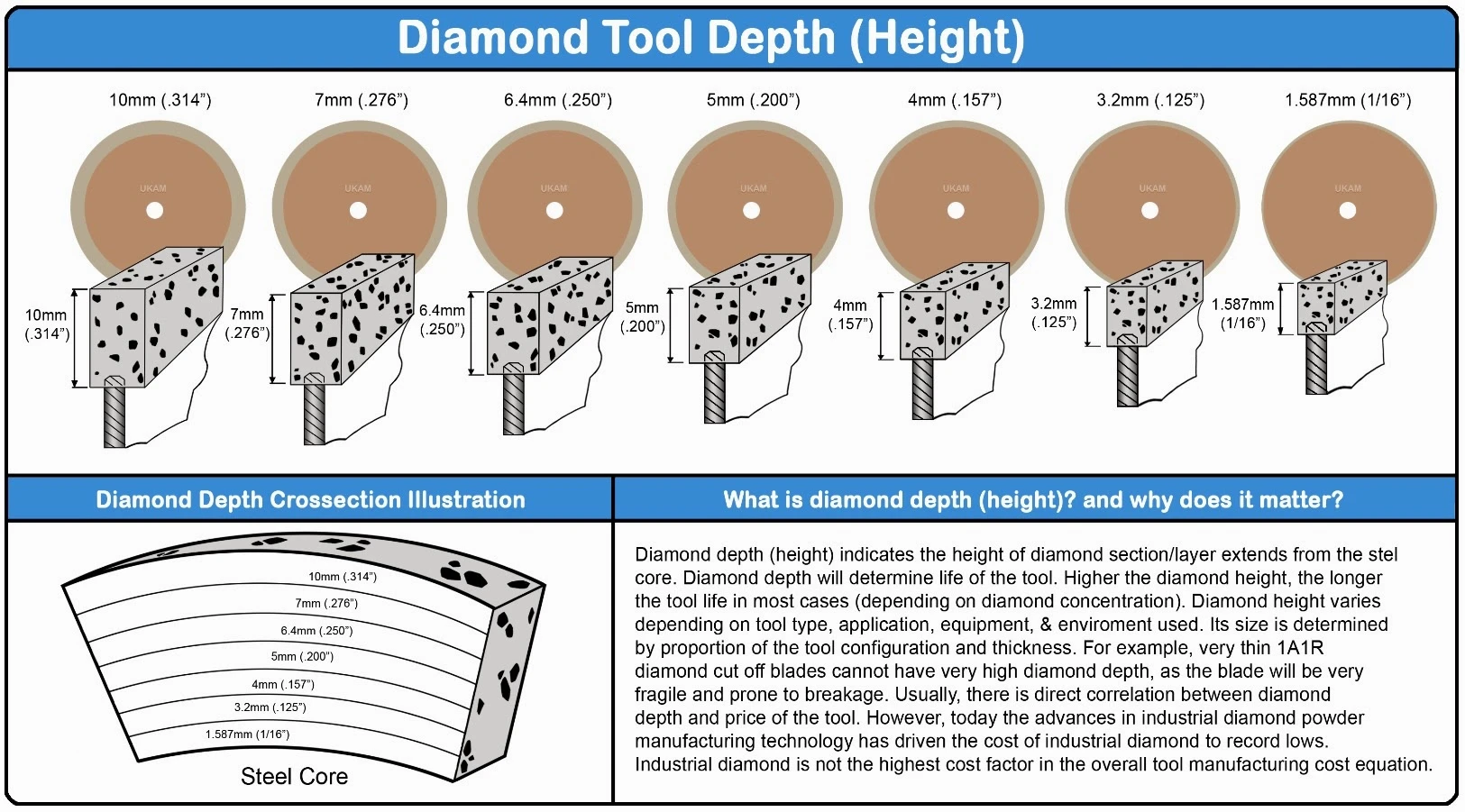
Typically thickness usually ranges from .004” (0.1mm) to .125” (3.2mm). Thinner and thicker kerf blades are also available. Kerf thickness typically increase with blade diameter (in proportion to diameter of the blade). Kerf is the amount Of material removed from the material due to the thickness of the blade passing through the material. Blade thickness is important for users requiring most minimal amount of material loss during cutting.
There are large variety of factors that will contribute to optimal blade thickness of your material & application Including your desired cutting speed, load/feed rate, material diameter, thickness, hardness, density and shape. As well as skill & experience of the operator. Thicker blade are more stiff and can take higher loads/fee rates. Another advantage of thicker kerf blades is they are more Forgiving to operator error and abuse. Thicker kerf blades are recommended for use in environment where Large number of individuals will be sharing and using same equipment, dry cutting, and less experiences operators
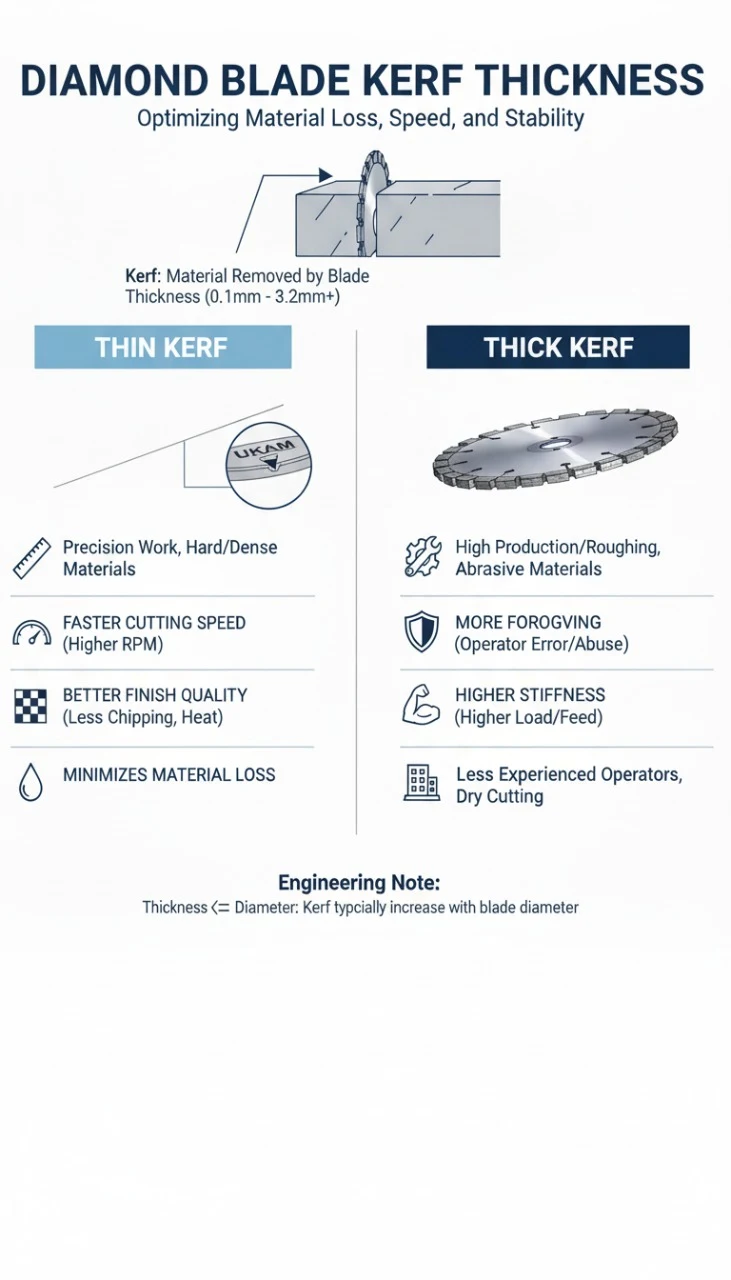
The blade used should be thick enough to provide the strength required for the operation. In high production and roughing operations and on abrasive materials, a heavier blade is necessary. Where machinery is in very good condition and operated properly, a thin blade becomes practical. In very hard dense materials, a thin blade may be required. The thinner the kerf of your diamond blade, faster the speed (RPM) your blade may run, less chipping and heat your blade generates. You will also obtain a smoother and higher quality finish. Thin kerf diamond blades provide the following advantages:
-
less loss of material
-
minimum material deformation / preserve true material micro structure
-
less heat generation
-
faster cutting speed
-
less chipping
-
better finish quality











-
 Alumina
Alumina
-
Barium Titanate
-
Garenet
-
Glass & Quartz
-
Ferrite
-
LiNb03
-
Silicon
-
Fused Silica
-
Electronic Ceramics
-
Sapphire
-
Ultra Hard & Brittle Materials
-
Sapphire
-
Carbon Fiber Tubing
-
Silicon Nitride
-
Rare Earth Magentic Materials
-
Zirconia
-
Moybedum
-
Tungsten Carbide
-
Ferrites
-
Cast Iron
-
HSS Punches
-
HSS Hardened
-
Ni Hard Rods
-
Titanium
-
Stainless Steel
-
High Alloy Steel
-
Chrome Nickel
-
Superalloys Hardened Tool Steels
-
FR4/BT Resin
-
Alumina
-
Glass
-
Copper & PCB
-
AITIC
-
Green Ceramic
-
Plastic Laminates
-
Zirconia
-
Rare Earth Magnets
-
Fired Multi Layered Ceramics
-
copper
-
aluminum
-
metal matrix composites
-
pc boards
-
thermal spray coatings
-
titanium alloys
-
glass
-
Al203
-
Zr203
-
Concrete
-
soft ceramics
-
electronic packages
-
integrated circuits
-
GaAs
-
Glass
-
Stone
-
Aslphalt
-
carbon steels
-
high speed steel
-
tool steels
-
alloy steels
-
hardening steels
-
die steels
-
stainless steels
-
bearing steels
-
Heat Resistant Alloys
-
Sintered Metals
-
Copper Alloys.
-
Aluminum Alloys
-
Cast Iron
-
Tugsten
-
Flame Sprayed Metals
-
Magentic Materials
-
Fiber reinforced composites
-
Plastics
-
Graphite
-
Fiberglass
-
Epoxy
-
Silicon
-
Bones
-
GRP
-
pre-sintered and pre- fired (green) materials
-
thermosetting plastics
-
electro carbons
-
soft ferrites
-
farinaceous products
-
deep frozen fish
-
pones
-
Resins
-
Acrylic
-
glass fibers
-
composites
-
tool and die steels,
-
high alloy steels,
-
nickel rich alloys.
-
soft metals
-
Meteorites
-
rubber
-
plastics
-
Very soft & Gummy Materials
-
Unmatched Cut Quality
-
Free Cutting & Self Sharpening
-
Faster & Freer Cutting Speed
-
Less Heat Generation than
-
Less Stress to material
-
Will cut the hardest material
-
Can be used dry (without coolant) when needed
-
Can withstand Higher Temperature
-
Perfect for fragile and delicate materials
-
Perfect for cutting tubing materials with no chipping
-
More Universal, used on majority of applications
-
Longer Life than other bond types
-
Largest Range of Specifications available from stock
-
Preserve True material Micro Structure
-
Freer and faster cutting action
-
High Diamond Exposure
-
Thinnest possible kerfs available
-
More forgiving to operator errors
-
Lower Cost
-
May be used without coolant (on some
-
Does not Gum up on soft materials such as plastics & composites applications)*
The RPM’s of the machine spindle should be noted when selecting the right blade specification of your application. So that the blade will be tensioned to run at the operating speed. This will insure a true running blade. Adherence to recommended speed is very important. Improper blade speeds can be rectified in many cases with a pulley change or change in blade diameter. Blade specification can be modified to some degree is speed is not correct, however deviation from recommended SFM should be amended for maximum performance. Make sure the cutting machine you are using is designed or can be adapter to be used for your application. Many machines are designed for other diamond blade applications and may not be ideal for you to use.
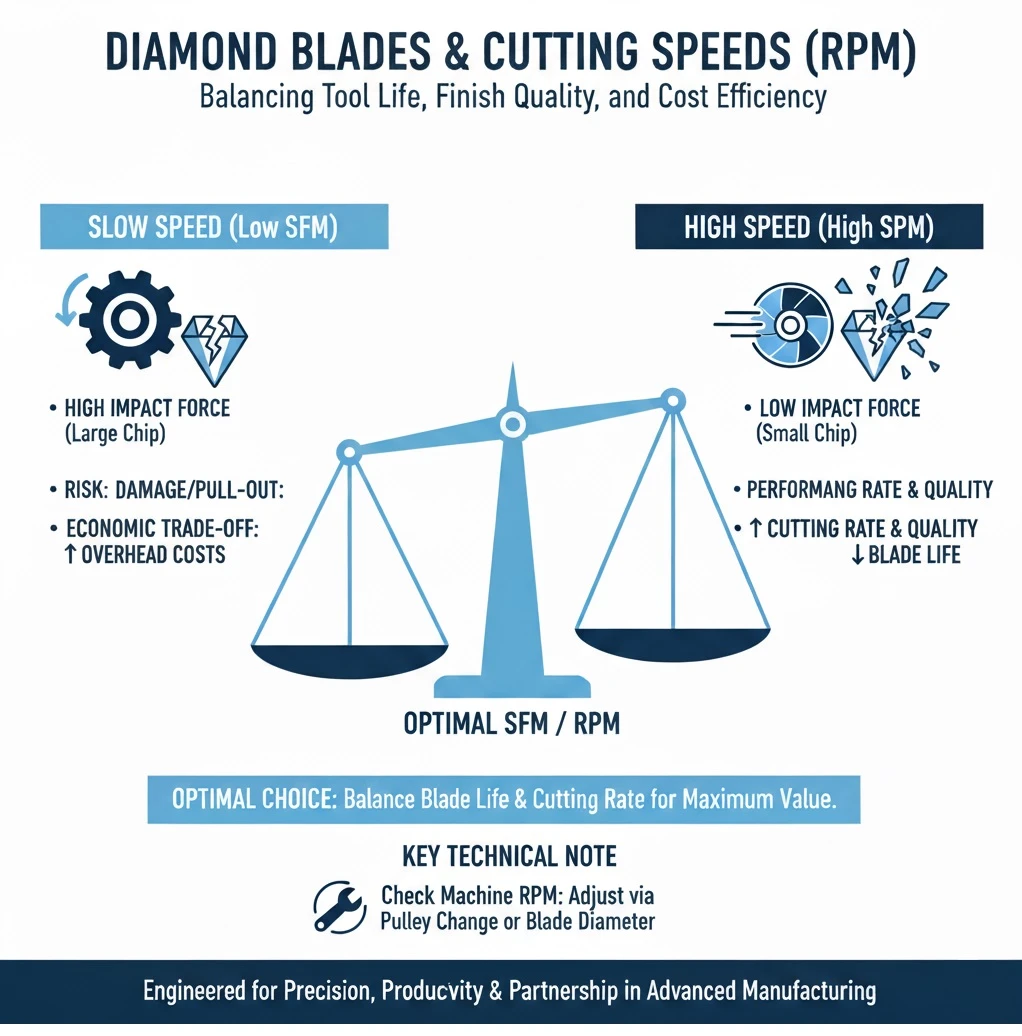
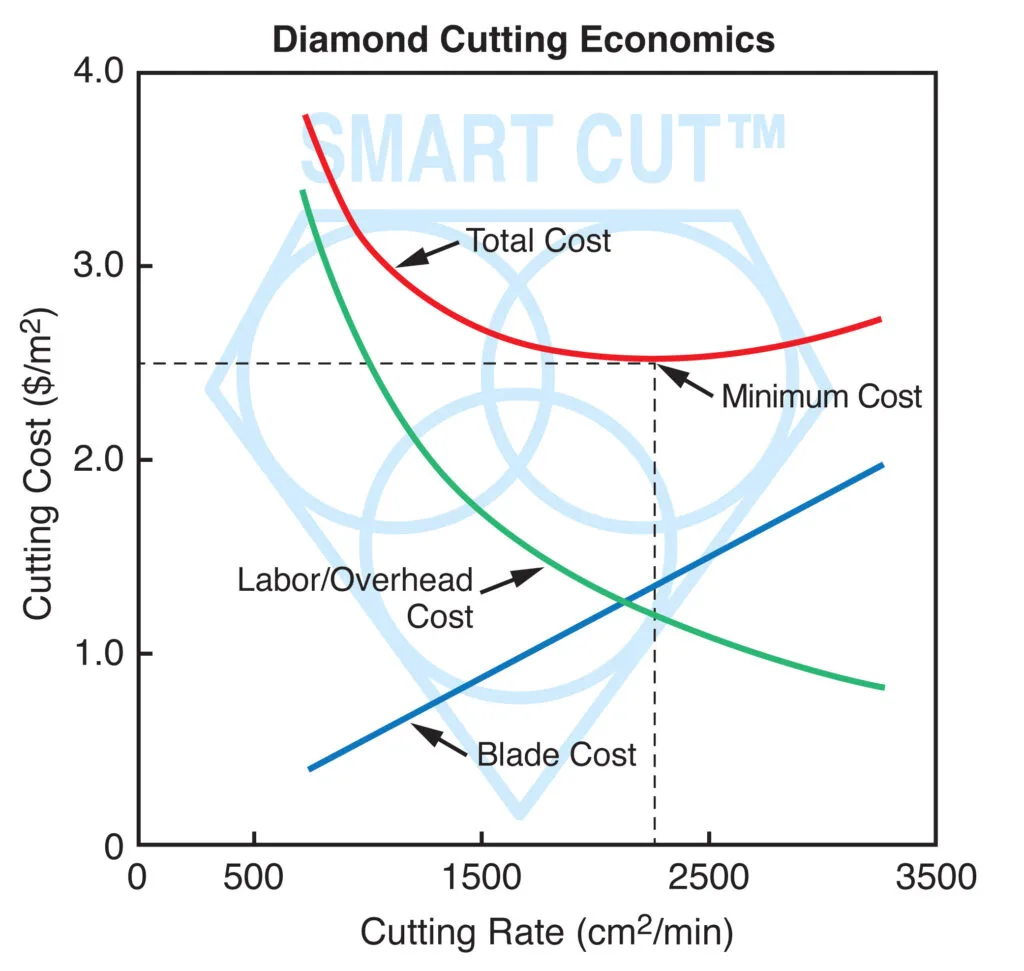
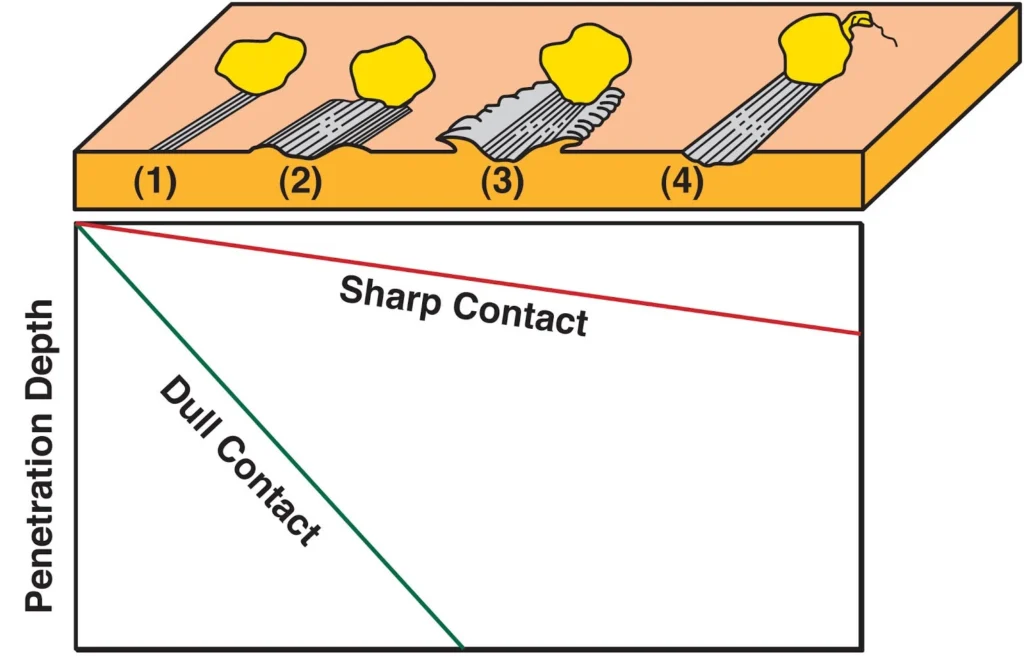
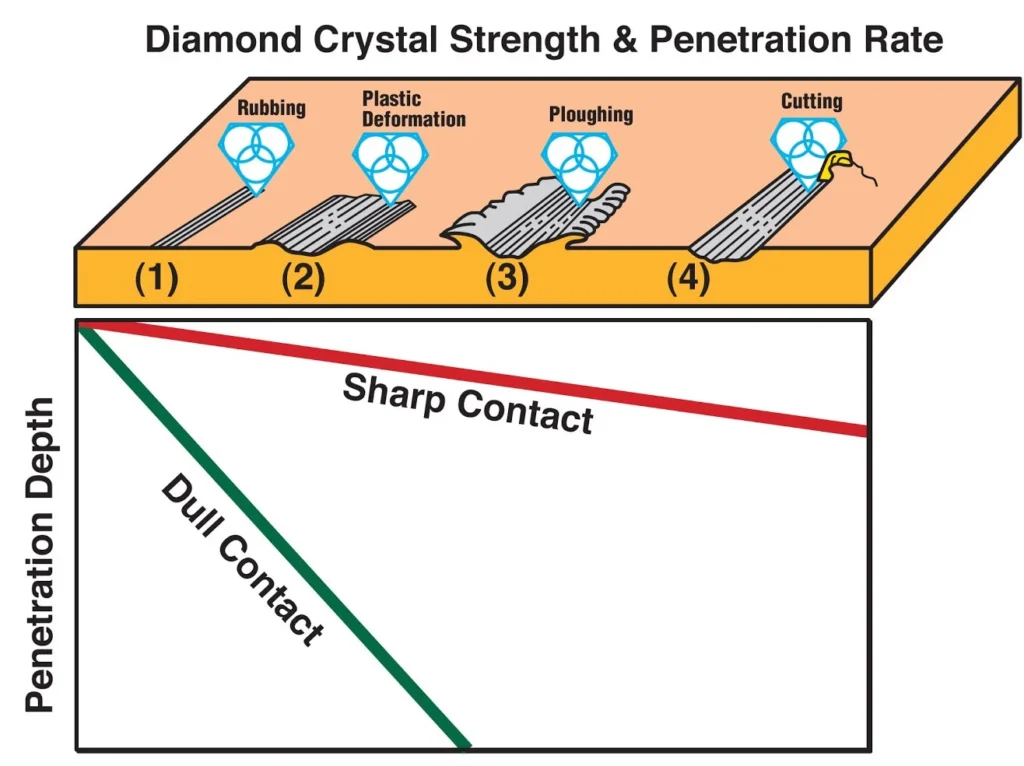
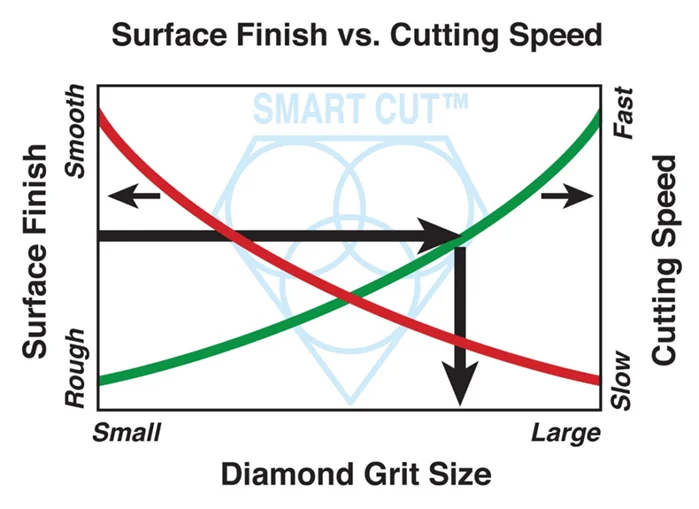
Ultra Thin & High Precison Diamond Blades can be used either at low or high speeds. There are advantages and disadvantages of each process. Diamond may break (fracture) at very high speeds, and fall out at very slow speeds. An optimum surface speed / RPM's must be selected to balance out the two disadvantages. Diamond Blade life will usually increase at slower cutting speeds. However the increase in labor costs, utilities costs, depreciation of equipment and other overhead expenses. Will usually offset the saving of diamond blade life and other consumables. Cutting Speed & Surface Finish Quality is often the most important consideration when selecting the right diamond blade for your application. The operator mush choose a balance between life of the blades and their cutting rate. Diamond has a higher impact strength than the material being machined. During the sawing operation, the diamond ruptures the material by impact. Each diamond is able to transfer the electrical power from your cutting machine, into momentum that breaks the material on nano / micro level.
By increasing power on your saw, your diamond blade RPM's and surface speed will increase as well. Hence, each diamond will chip off a smaller amount of material, reducing its impact force on material being machined. And reducing cutting resistance. In theory, by increasing surface speed / RPM's, each diamond should receive a smaller impact force. However, because impact is supported by a smaller volume, the impact force with this low volume is actually increased. There is a higher probability that the diamond particles will break or shatter. Hence, cutting materials at very low surface speeds, creates a large impact force between diamond and material being machined. Although the diamond may not break, the risk that the diamond will be pulled out of diamond blade and causing premature failure of the blade increases.

-
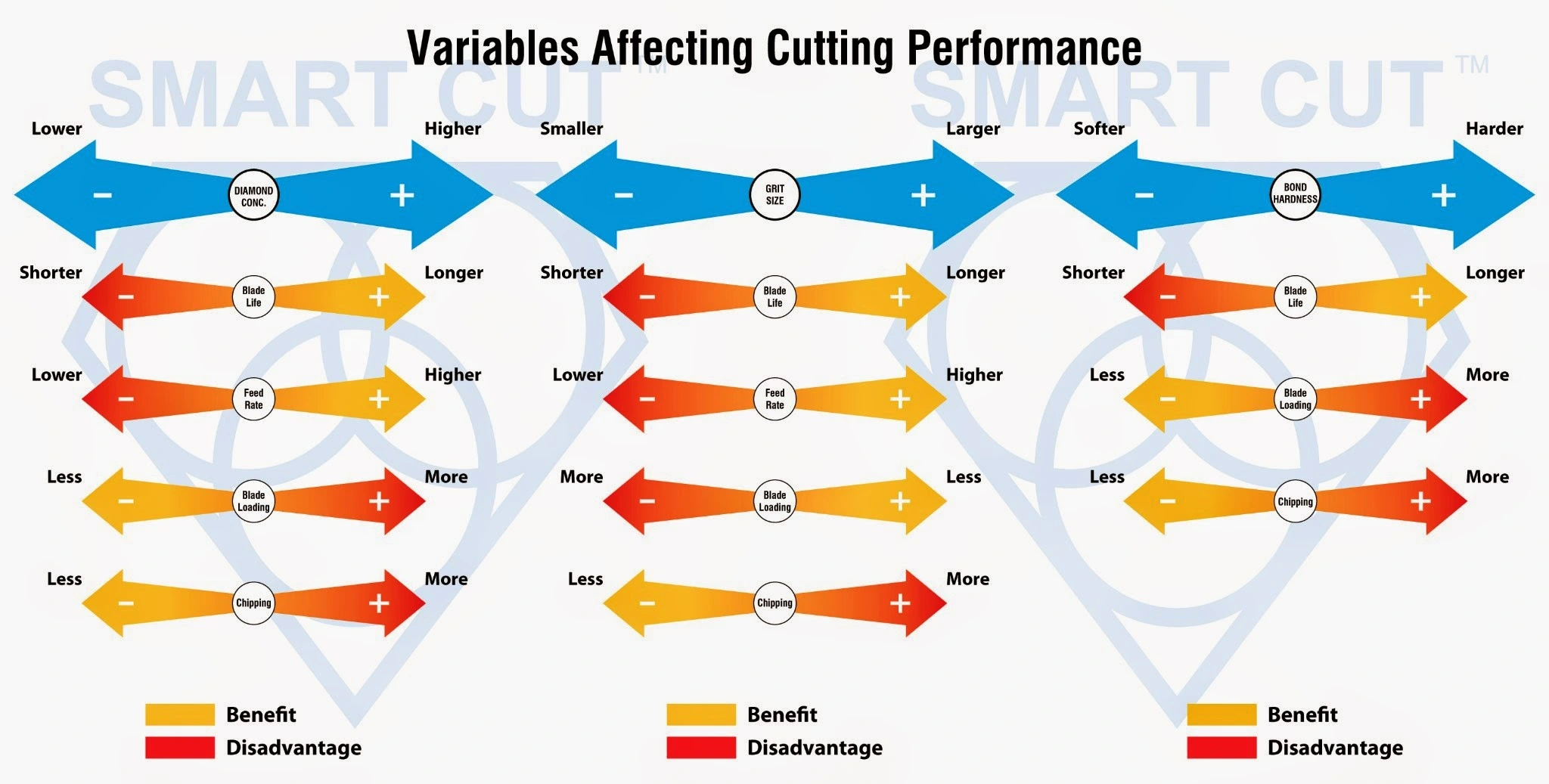
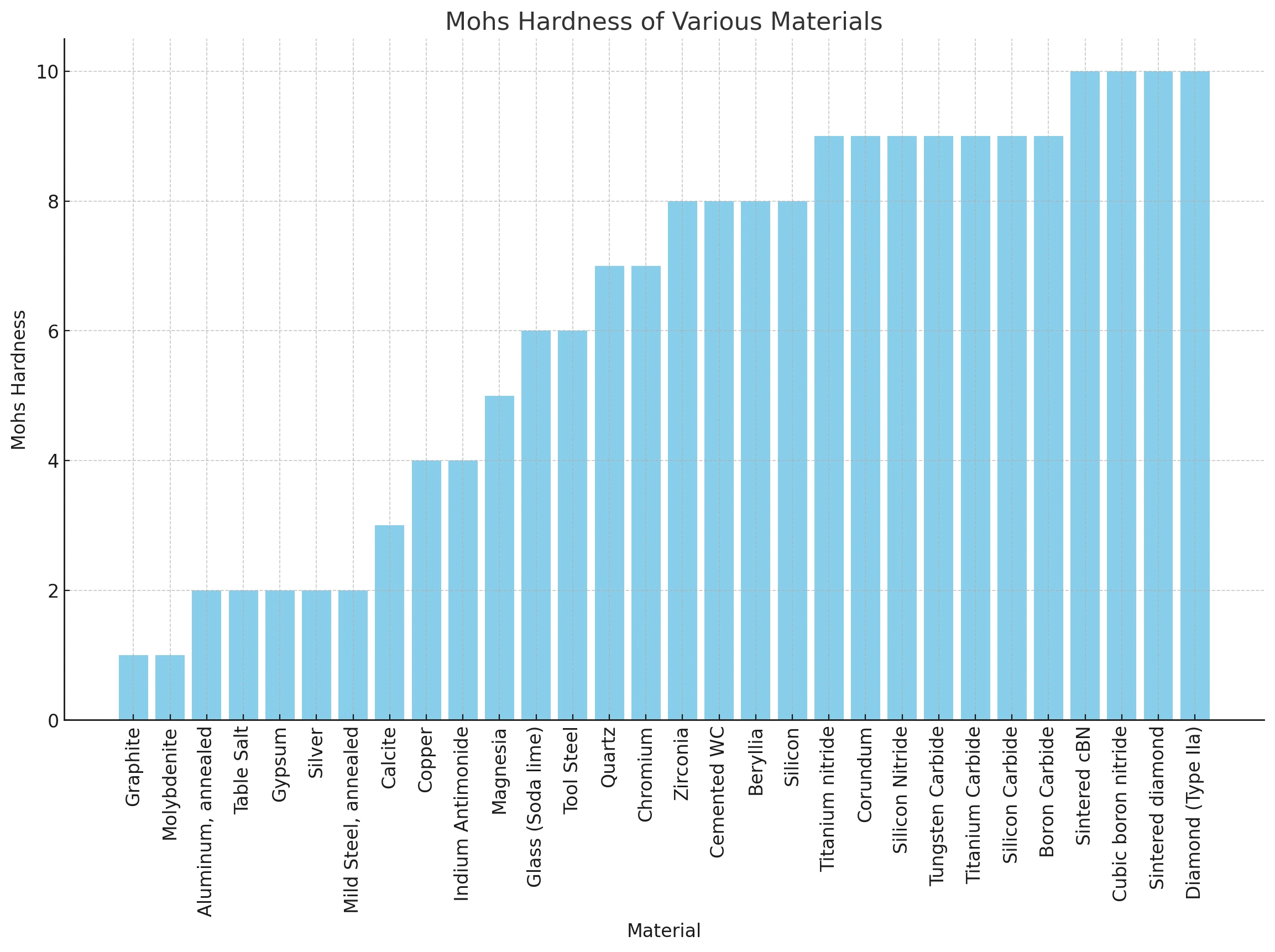
hardness and abrasiveness of the material being cut
-
RPM's (speed) and power of your equipment
-
amount of pressure used (feed rate)
-
proper use of coolant (type of coolant, coolant force, & direction)
-
operator experience (Understanding Proper Diamond Blade Usage Principals and adjusting them as need to better fit their particular application & objectives)
-
overall age and condition of cutting equipment (precision, accuracy, & repeatability of cutting equipment. As well as Flange Diameter & Maintenance condition of equipment used)
-
mesh size of the diamonds
-
hardness of the bond compared to the material being cut
-
experience and technology of manufacturer in keeping diamonds in the bond

















































Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.

How to Properly Use Precision Diamond & CBN Blades

Precision & Ultra Thin Diamond Blade Guide

How to Improve & Optimize Your Diamond Sawing Operation

Evaluating & Comparing Diamond Blades

Top 5 Diamond & CBN Cutting Blade Performance Metrics

Diamond & CBN Cutting Blade Performance Metrics that you Should Know

Total Cost of Ownership & Why its Important
Understanding Tradeoffs- Searching for Perfect Diamond & CBN Blade
Leon Meyer is a veteran manufacturing engineer and technical consultant with over 50 years of experience in the development, implementation, and troubleshooting of industrial diamond tooling systems. Having spent his career at the intersection of tool design, precision manufacturing, and production engineering, Mr. Meyer is widely regarded as one of the most experienced voices in the application of ultra-thin diamond blades, sintered core drills, and CBN grinding wheels across heavy industry, advanced materials, and research sectors.
Known for his pragmatic, no-nonsense approach, Leon has advised manufacturers across the United States, Europe, and East Asia—helping streamline cutting processes, extend tool life, and solve complex issues related to material breakage, chipping, and tolerance drift. His expertise has directly contributed to improved production efficiency in industries ranging from aerospace alloys and technical ceramics to optics, composites, and high-nickel superalloys.
As an author, Mr. Meyer brings a lifetime of field knowledge to his writing, with a focus on real-world problem solving, cost-performance optimization, and tool reliability under demanding conditions.