












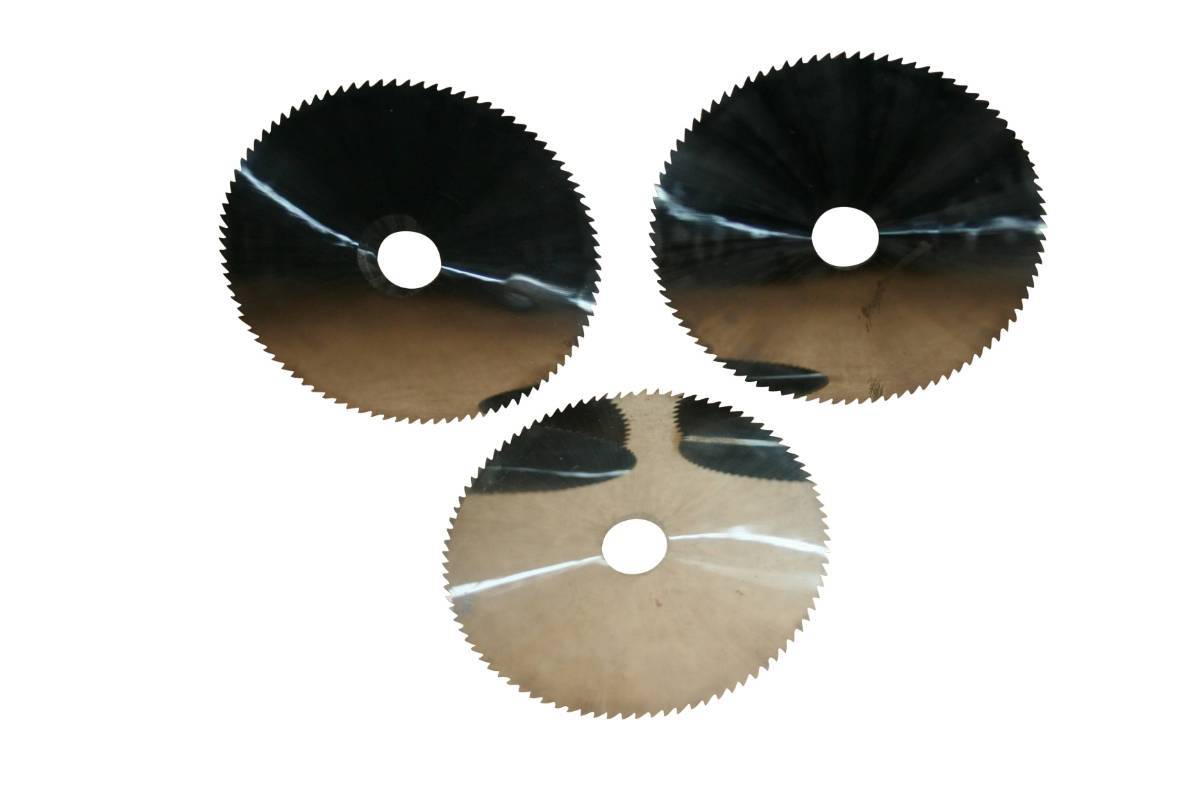









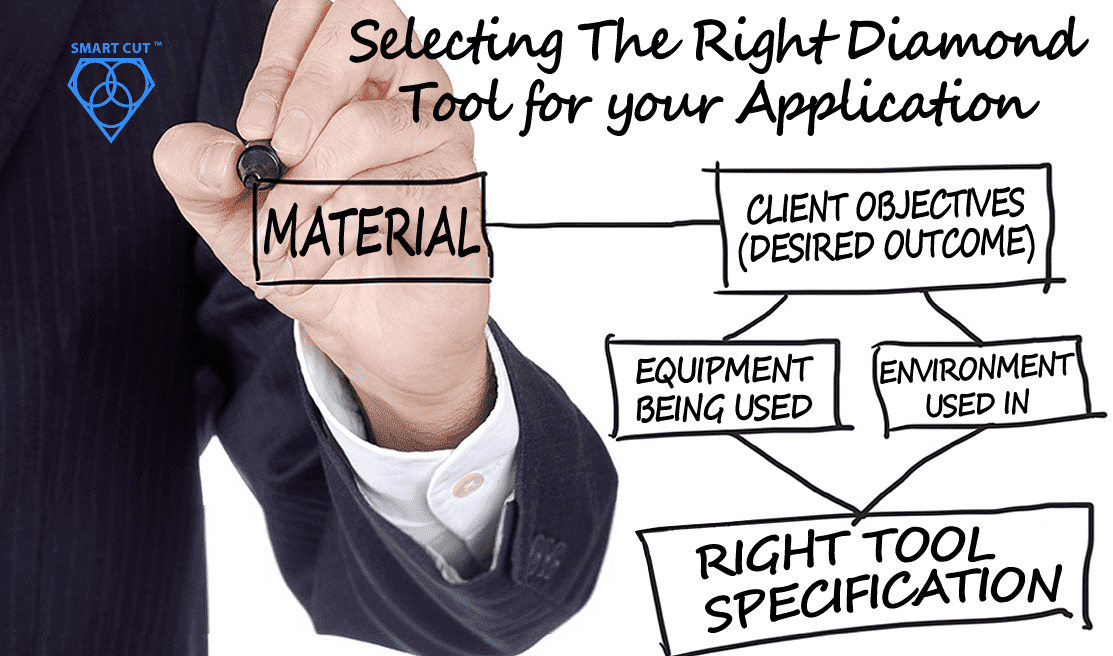
Selecting Right Wafering Blade for your application

02
Jun


-
 Plastic
Plastic
-
Very soft metals
-
Non-ferrous soft metals
-
Very ductile metals
-
(Ti) Soft ferrous metals
-
Medium soft ferrous metals
-
Medium soft ferrous metals
-
Medium hard ferrous metals Hard ferrous metals
-
Very hard ferrous metals
-
Extremely hard ferrous metals
-
Sintered carbides
-
Hard ceramics
-
Minerals and ceramics






-
Material Being Cut
-
Bond Type and Hardness
-
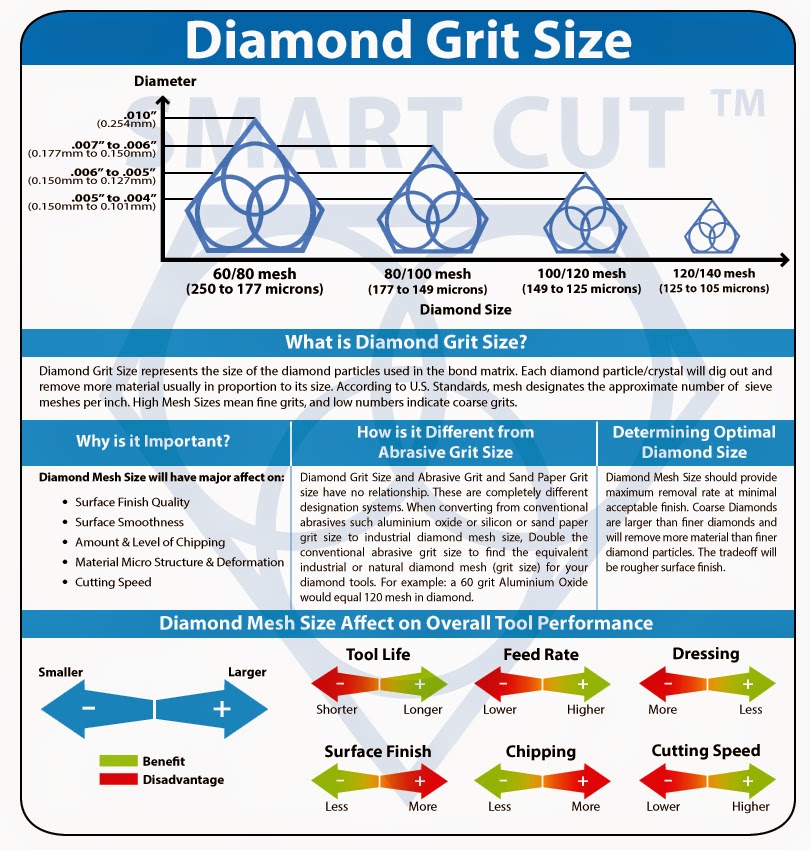
Diamond Mesh Size
-
Cutting Speeds
-
Coolants being used









-
More Consistent cutting speeds
-
Minimal Chipping
-
Faster Cutting Action
-
Minimal Blade Dressing / Diamond Rexposure
-
Easier to Use / Less maintenance required
-
No Contamination






-
Cross application capabilities
-
Superior Long Life
-
More Consistency in Performance
-
More Durability
-
Less Material Deformation
-
No Contamination

02
Jun
How to Selecting Right Diamond Tools for your application
One of the most critical factors in successful diamond tool usage is the right RPM's. If the diamond tool rota...

02
Jun
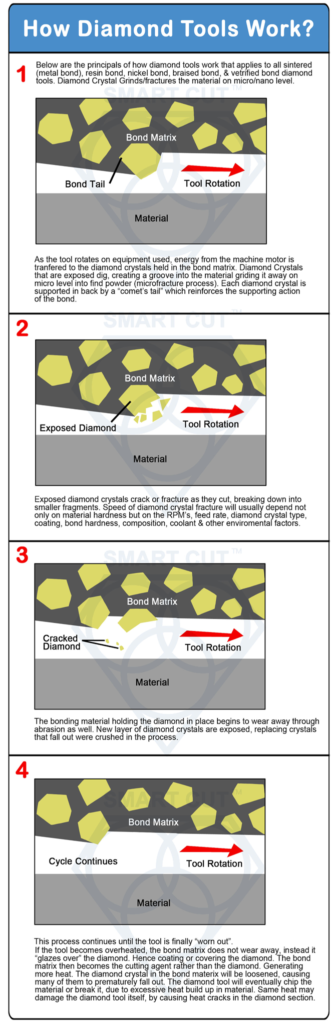
How to properly use Diamond Tools
Share this Article with Friend or Colleague
How To Properly Use Diamond Tools
UKAM Industrial Su...

02
Jun
Why use diamond
Diamond is the hardest material known to man kind. When used on diamond/tools, diamond g...

02
Jun
What is Diamond Mesh Size and how to select best one for your application
Diamond grit size can be defined as the size of the diamond particles used in the bond matrix. The larger the ...
02
Jun
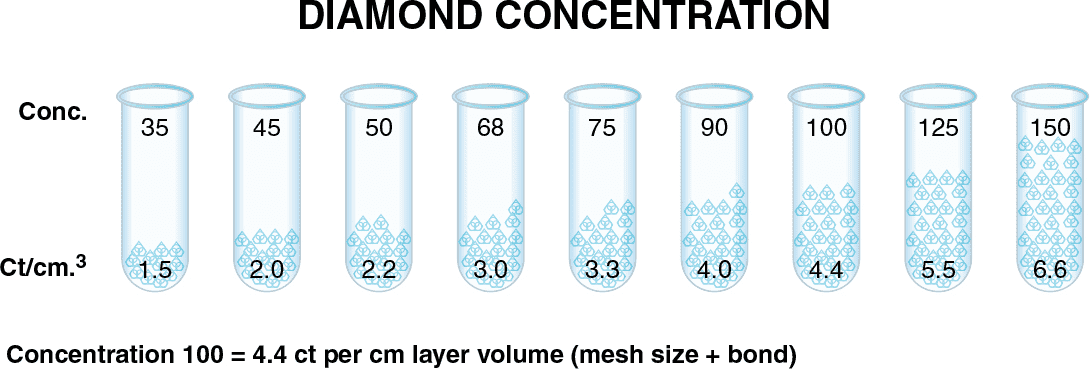
What is Diamond Concentration and which to use for your application
Life of the diamond tool is primarily controlled by amount of diamond crystal in the bon...

02
Jun
Diamond Tool Coolants Why, How, When & Where to Use
Coolant supply position and pressure is critical to minimize chipping, and maintain consistent and acceptable ...

02
Jun
Diamond vs CBN (cubic boron nitride) Tools
Cubic Boron Nitride (CBN) is a synthetic material that is renowned for its exceptional hardness and high therm...

18
Jul
Get to Know the Diamond Tool Bond Types and Which to use for your application
The indication of this premature loss of diamond is deep pocket left behind. The presence of many pockets mea...














